|
|

FluidFlow3
is the first and only integrated software for piping system design,
calculation and optimization that supports liquids, gases, slurries,
2-phase, and non-Newtonian fluids. FluidFlow3
is a truly original software program for the complete hydraulic design,
network analysis, trouble-shooting and optimization of piping systems.
The solution include flows, pressures, temperatures and phase states
through out your piping network.
FluidFlow3
means efficient and accurate modeling for the design of energy
efficient, safe reliable flow systems that are easy to operate and
maintain. A wide variety of industries depend on FluidFlow3 to successfully model new and existing systems, size pipes, select boosters, controllers and other fluid equipment.
All modules have, as standard, the ability to
include heat loss/gain from pipes. Temperature or heat transfer to or
from equipment is also included.
Product Modules
Liquids, Incompressible Fluid Flow
Gas, Compressible Flow
Two Phase Liquid-Gas Flow
Settling Slurries
Non-Newtonian, Non-Settling Slurry Flow
Heat Transfer
Dynamic Analysis & Scripting
__________________________________________________________________________________________________________________
Liquids, Incompressible Fluid Flow
Engineers using FluidFlow3 can determine the
pressure, flow, temperature, and phase state at any point within their
pipe systems. Any type and any size of piping system can be modelled.
Real piping systems often contain many different types of components
and fittings.
FluidFlow3 can model any component (fluid
equipment item) you are likely to come across, these include: boosters
(positive displacement and centrifugal types), valves (including
3-way), flow controllers, pressure sustainers, pressure reducers,
differential pressure controllers, check and non return valves,
orifice plates, reducers & expanders, venturi tubes, inline
nozzles, filters, packed beds, cyclones, centrifuges, labyrinth seals,
pipe coils, relief valves, bursting disks, shell & tube
exchangers, plate exchangers, auto-claves, knock-out pots, as well as
rigorously modelling junctions (tees, wyes, bends, & crosses). For
items not covered by the above you can define your own.
For liquid (incompressible flow) calculations,
FluidFlow3 solves the fundamental conservation equations of mass,
energy, and momentum. Solution of the energy and momentum equations
for an incompressible fluid results in:
- Darcy Weisbach equation
- Bernoulli's principle
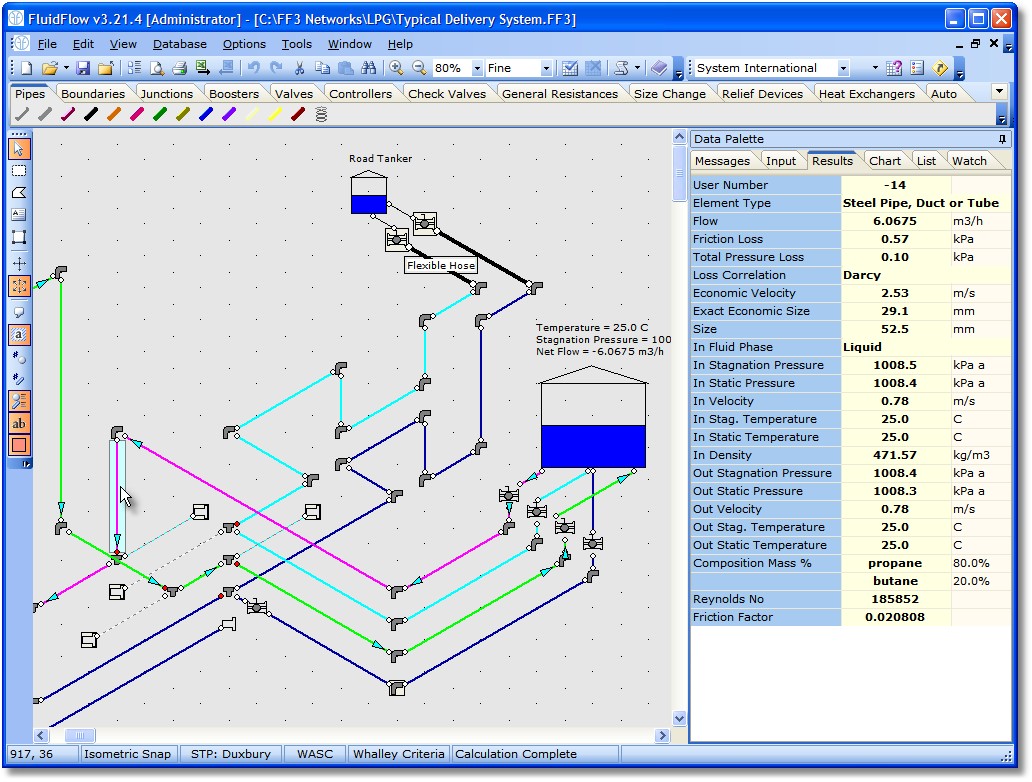
Liquid modelling of a LNG storage delivery system

The example opposite shows the main take off line for tanker loading from a LNG storage tank facility.
FluidFlow3 solves continuity, momentum and
energy equations iteratively to arrive at an accurate solution. Phase
states and physical properties are estimated at each point in the
network. Solutions are valid for all flow regimes.
As well as modelling the liquid lines, FluidFlow3 can also model the vapor lines to the external compressor.
|
Gas, Compressible Flow
When a gas flows in a pipe network the gas density, temperature and velocity change as the fluid flows through the network.
A solution approach often used in the literature
is to assume ideal gas laws so that analytical equations for energy,
momentum and continuity equations can be derived. Rather than make
these simplifying assumptions FluidFlow3 uses a calculation procedure
that solves the conservation equations together with an equation of
state for small pressure loss increments. This means FluidFlow3
obtains a rigorous solution.
Available equations of state are:
- Benedict-Webb-Rubin
- Peng-Robinson
- Lee Kesler
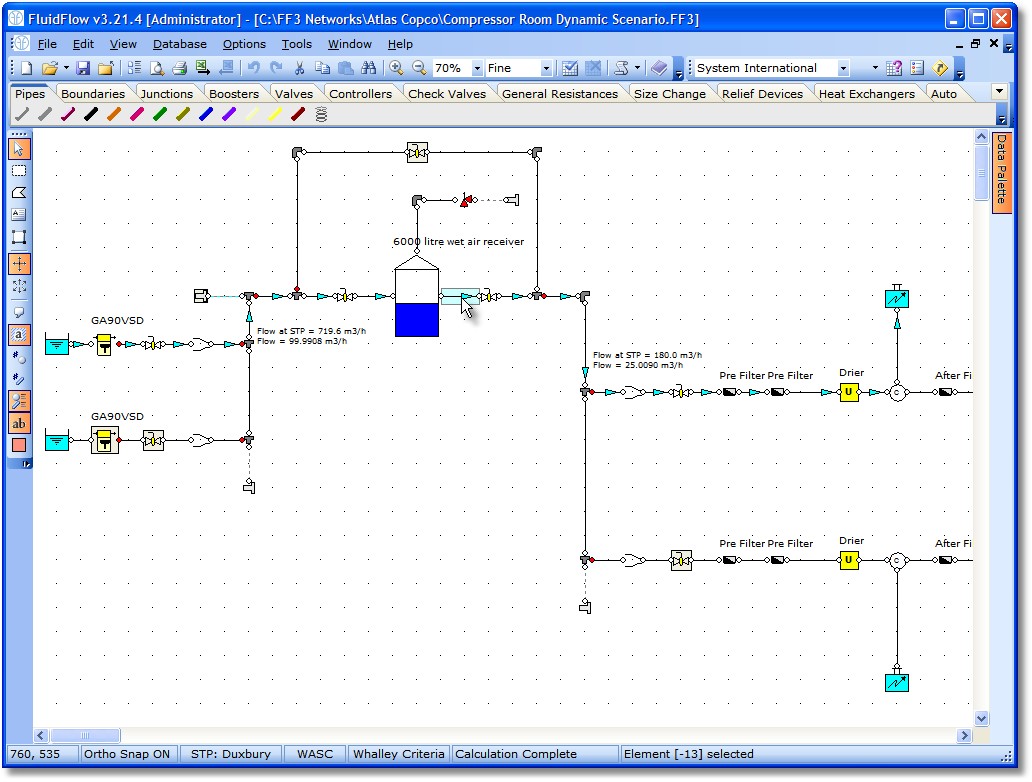
Compressor Room Dynamic Scenario
The example opposite shows an air compression and receiver system.
PD Compressors, Air Filters, Recievers, Driers & Relief Systems can all be included in the same model.
Dynamic scenarios are best considered using
script, but of course alternate design scenarios can be considered via
the Input Editing facilities available with all versions and modules.
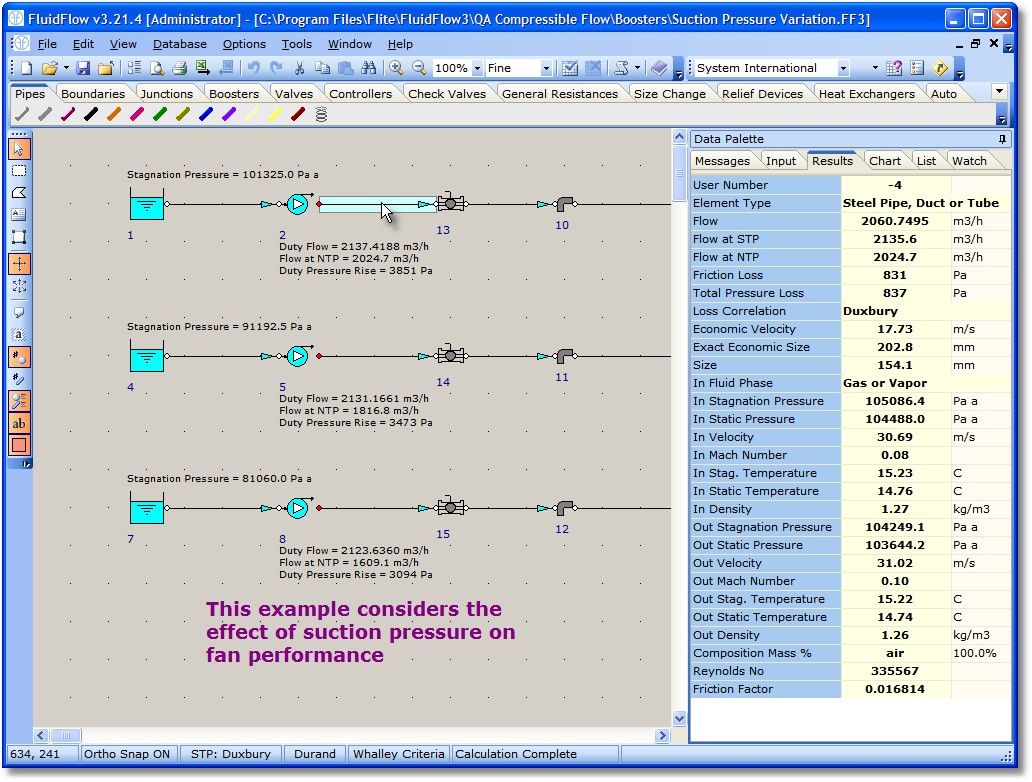
Gas Results

Consider
the tabular results for the fan discharge pipe as shown opposite.
Along the flowpath the gas expands, the temperature and density
decreases, while the velocity and actual flow increases. This is the
case if no heat transfer occurs, FluidFlow3 can also take heat
transfer considerations into account.
You may also notice that we are displaying 3
volumetric flows in the results table. The first flow refers to the
actual flow at the start of the pipe (remember the actual volumetric
flow increases as gas flows down the pipe), the other flow rates show
volumetric flow with reference to standard and normal conditions.
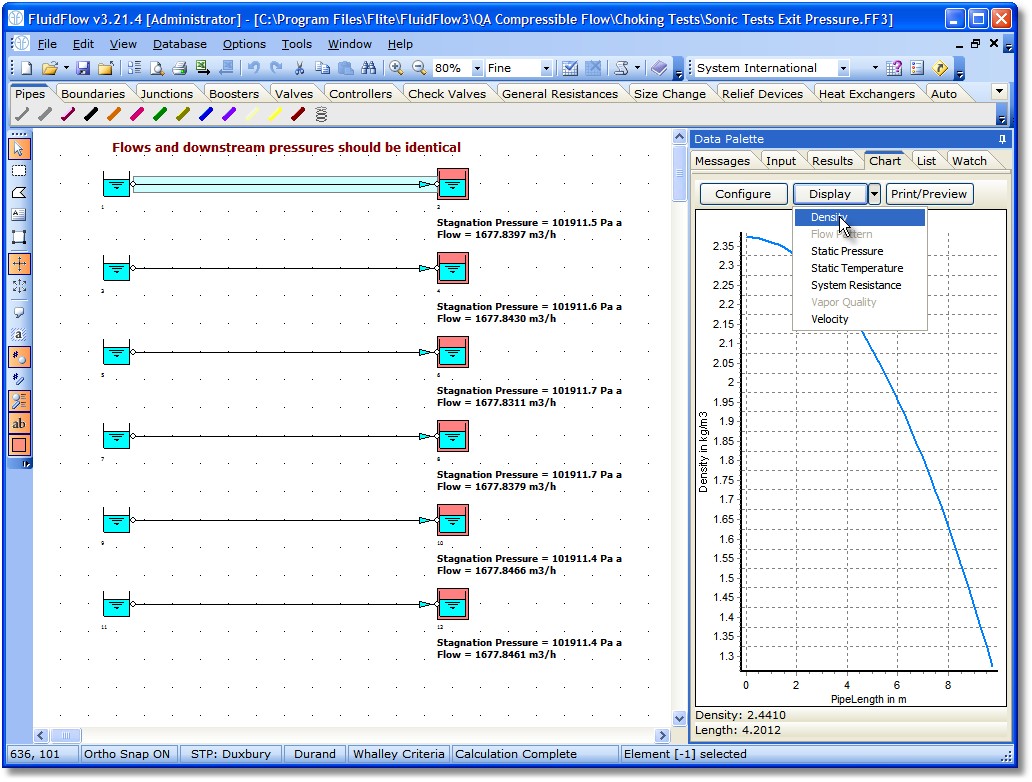
Gas Chart Results

For
gas flow within a pipe, the pressure and temperature conditions
continuously change. This means that the gas physical properties of
density, viscosity, heat capacity, thermal conductivity, sonic velocity,
etc., change with pipe length.
The curve opposite shows the change in gas
density as we flow down this pipe. This underlines the importance of
using an appropriate calculation method. Imagine the error that would
be introduced if you assumed density was constant.
|
Two Phase Liquid-Gas Flow
The two phase flow module allows two phase
liquid-gas calculations to be accomplished. Two phase flow occurs in
many industrial processes. Examples are petroleum, chemical, nuclear,
refrigeration, space, and geothermal industries.
FluidFlow3 can analyse systems where the vapor
quality changes with pipe position as well as two phase flow where the
vapor quality is fixed.
FluidFlow3 uses a modelling approach for the
pressure loss calculation, this is a hybrid between the rigorous and
empirical methods. By this, we mean, that we use well known empirical
correlations and apply them to a differential pipe length. This allows
for a flash calculation, liquid holdup and flow regime to be
determined for each segment and acknowledges that the pressure loss
per unit length changes as the two phase mixture flows down the pipe.
The available pressure loss relationships that you can use in FluidFlow3 are:
- Friedel: This method is based on the paper
published by Friedel and utilises a two phase multiplier to the liquid
pressure loss calculation.
- Chisholm: Proposed an extensive empirical method (1973), which also uses a two phase multiplier.
- Lockhart-Martinelli: Proposed a separated flow model, but this should only be applied to horizontal flow.
Comparison of the above 3 methods to a recent
two phase database was made by Whalley who made the following
recommendations:(µL/µG) < 1000 and a mass flux of < 2000 kg/m2s
use the Friedel method.
(µL/µG) > 1000 and a mass flux of > 100 kg/m2s use the Chisholm method.
(µL/µG) > 1000 and a mass flux of < 100 kg/m2s use the Lockhart Martinelli method.
If you select the Whalley Criteria in the Calculation Options dialog. FluidFlow3 will select the appropriate method for you.
- More recently Muller Steinhagen and Heck
(2000) made an updated comparison and recommended the MSH correlation
as a better approach, particularly for refrigerants and single
component fluids. This method looses accuracy at high vapor quality.
- One of the first approaches based on flow
regime was made by Beggs Brill. This correlation is applicable to all
pipe orientations. The original method (1973) was extended and
FluidFlow3 uses the extended method. You should probably not use this
method for vertical upflow because it underpredicts pressure loss.
- Drift Flux modelling is accommodated in
FluidFlow3 by using a new correlation published in 2007 [22], this
model is best suited for vertical and inclined pipes.
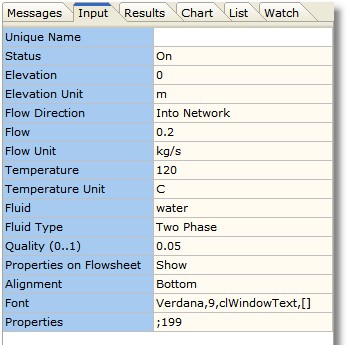
Two phase input data
The
example opposite shows the Input Editor defined for the supply of a
two phase mixture of steam and water fed directly into a network.
FluidFlow3 will calculate the change in vapor quality as the two phase mixture flows down the pipe.
FluidFlow3 also allows multiphase mixtures to be made via the flowsheet.
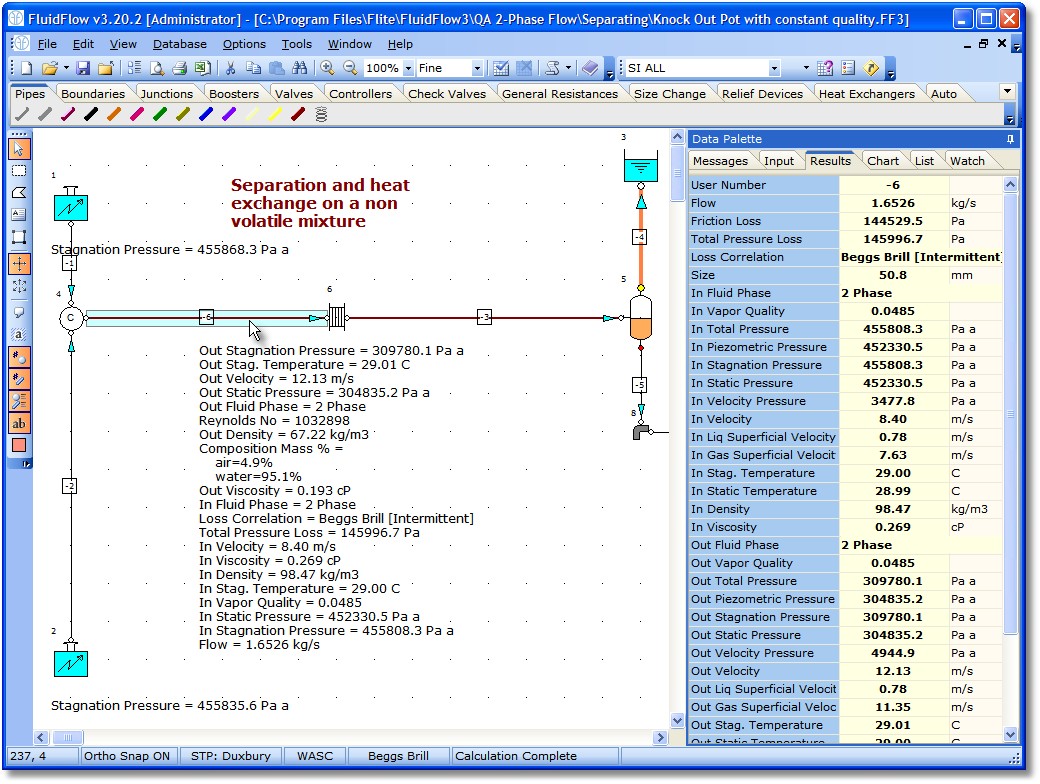
Two fluids mixed on a flowsheet

The
flowsheet shows two known flows (one fluid air(2), one fluid
water(1)) combining and being heated via a plate exchanger, then flowing
to a separation vessel (5). The red dot on the Knock Out Pot
(separator) represents the liquid outlet and the yellow dot represents
the vapor outlet.
This is an example of two phase flow with
constant quality. This means that the vapor mass fraction is constant
and there is no mass transfer between the phases. It does not mean
that the pressure loss per unit length is constant or that the
velocity between the two phases is constant. In the first pipe section
after mixing (pipe -6) you can see that the gas superficial velocity
increases from the start to the end of pipe -6. For 60m of pipe -6,
the total pressure loss is 145997 Pa, but the friction loss is 144529
Pa. Since the pipe is horizontal the difference is the acceleration
loss.
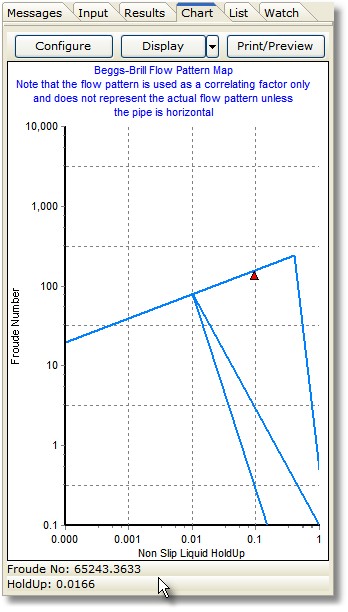
Pipeline flow pattern map for two phase flow
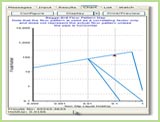
The
horizontal flow pattern map for the Beggs and Brill method is shown
opposite. This correlation is applicable to the entire range of pipe
inclination angles, although it usually underpredicts pressure loss
for vertical upward flow.
In this example the predicted flow pattern is in the intermittant region.
Using a mechanistic modelling approach a more accurate model of the flow pattern map can be achieved.
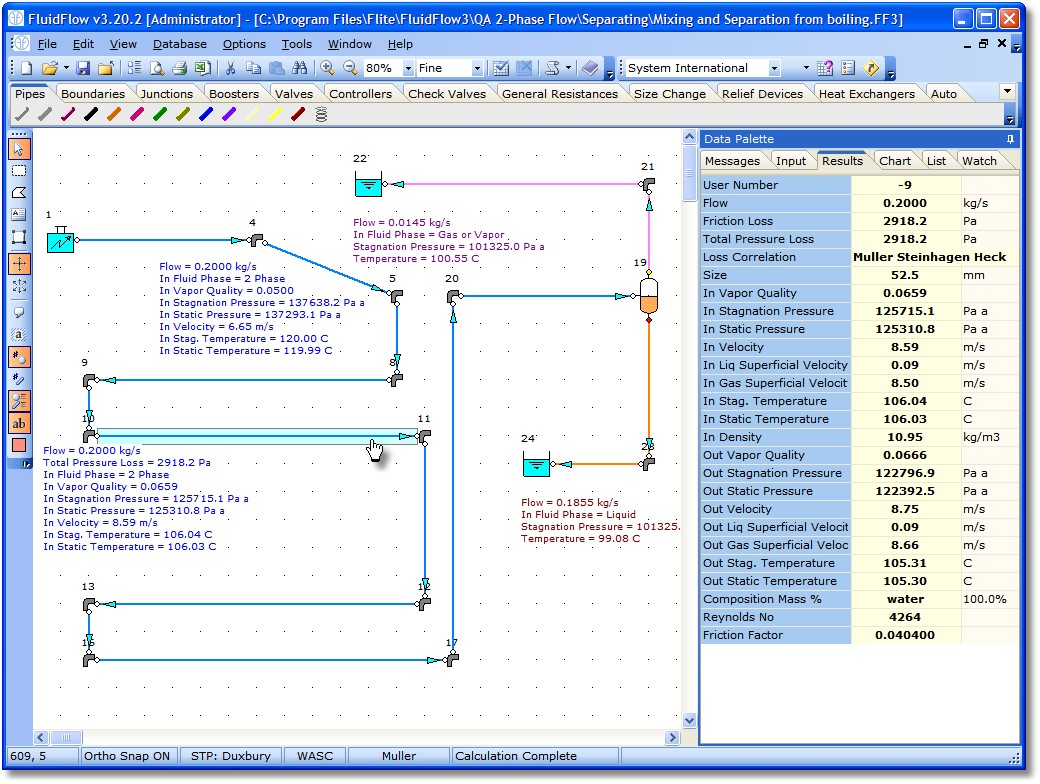
Separation from a boiling mixture

This
example shows a boiling mixture of steam and water flowing through a
pipe network to a vapor-liquid separator. The calculated results have
been exported to Excel. The content of the export can be controlled.
You can download the xls file produced by FluidFlow3 by clicking here.
|
Settling Slurries
Settling slurries comprise a carrier fluid
conveying solid particles. This type of flow has extensive
applications in the mining and mineral processing industries, where
the design of pumped systems must take into account the effect of
solids on pipe friction loss and pump performance.
Simulating the performance of settling slurries
is dependant on the solid density, concentration, particle shape and
size distribution, as well as the properties of the carrier fluid.
Selecting the optimum pipeline velocity is usually the most important
factor in the design and operation of slurry systems. Operating with
velocities too high wastes energy, while operating with velocities too
low can lead to pipeline blackage.
Design methods are highly empirical and FluidFlow3 offers different calculation approaches:
- Wilson-Addie-Sellgren-Clift (WASC)
- Durand-Condolios-Worster
- WASP
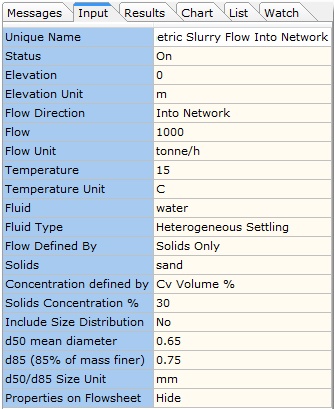
Carrier and solids input data

The
example opposite shows the Input Editor defined for the
transportation of 1000 tonne/h of sand at a volume concentration of 30%.
FluidFlow3 will calculate the correct volumetric
flowrate to acheive this requirement. We could have specified flow as
total volumetric, or on a carrier basis only.
Particle size entry requirements depends on the
calculation approach selected. WASC requires d50 and d85, Durand
requires d50 and WASP requires a particle size distribution which the
software allows.
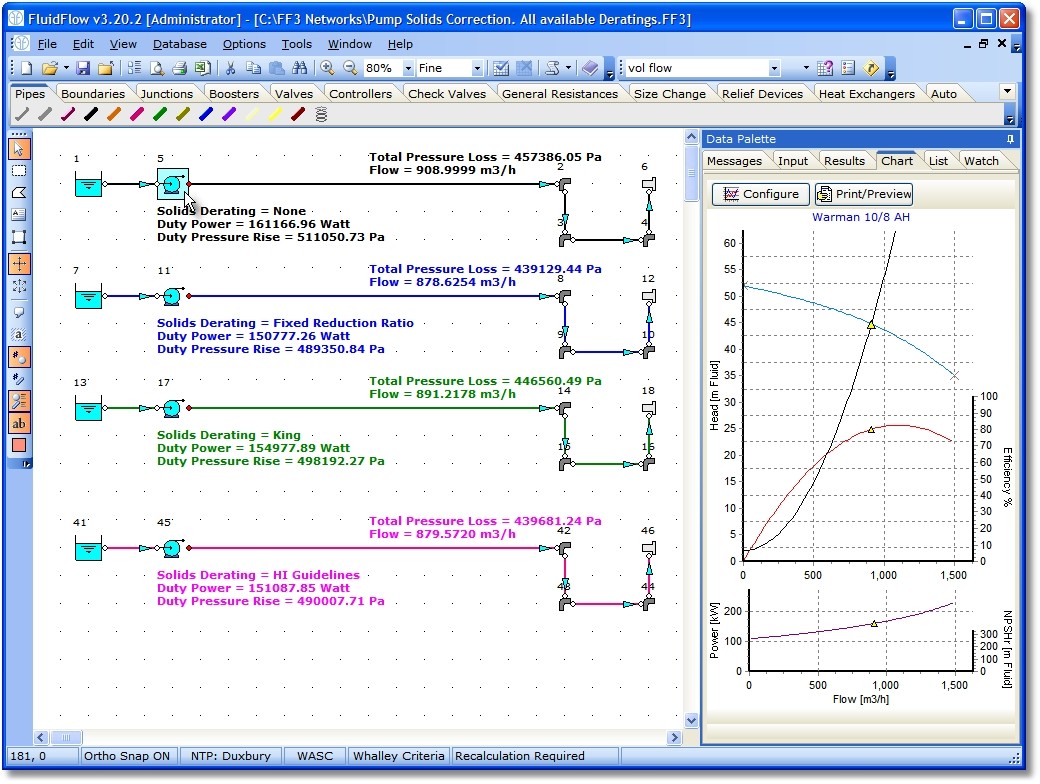
Pump Deration
When
a pump is used to transport a slurry, the prescence of the solid
particles has a significant effect on the performance of the pump. As
the concentration of slurry increases, the head generated by the pump
decreases because of the greater friction losses that occur in the
pump casing.
FluidFlow3 allows you to select the amount of
derating that is applied. This value may be obtained from the pump
supplier, or FluidFlow3 can estimate the deration according to
Hydraulic Institude guidelines or via other text book calculation
methods.
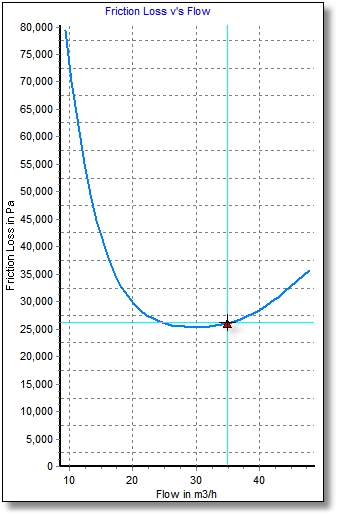
Pipeline system curve for a settling slurry
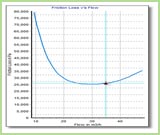
The
system curve for a settling slurry is different to that of a
Newtonian fluid. The friction loss curve for a nickle ore slurry is
shown opposite. A minimum friction loss value is usually observed at or
near the particle deposit velocity. The most economical velocity is
usually at this minimum point.
The curve shown is asymptotic to the equivalent
water curve at higher velocities, so essentially the slurry flow
calculations are calculations of the "solids effect" of the suspended
solids, i.e., the additional pressure loss due to the suspended solids
over that for the same volumetric flow of the carrier alone.
Usually, because of the application of safety
factors in design methods, pipelines are operated at higher flow
velocities than the economic minimum. There are a series of system
curves, the exact position and shape of each curve depends on the
solid concentration.
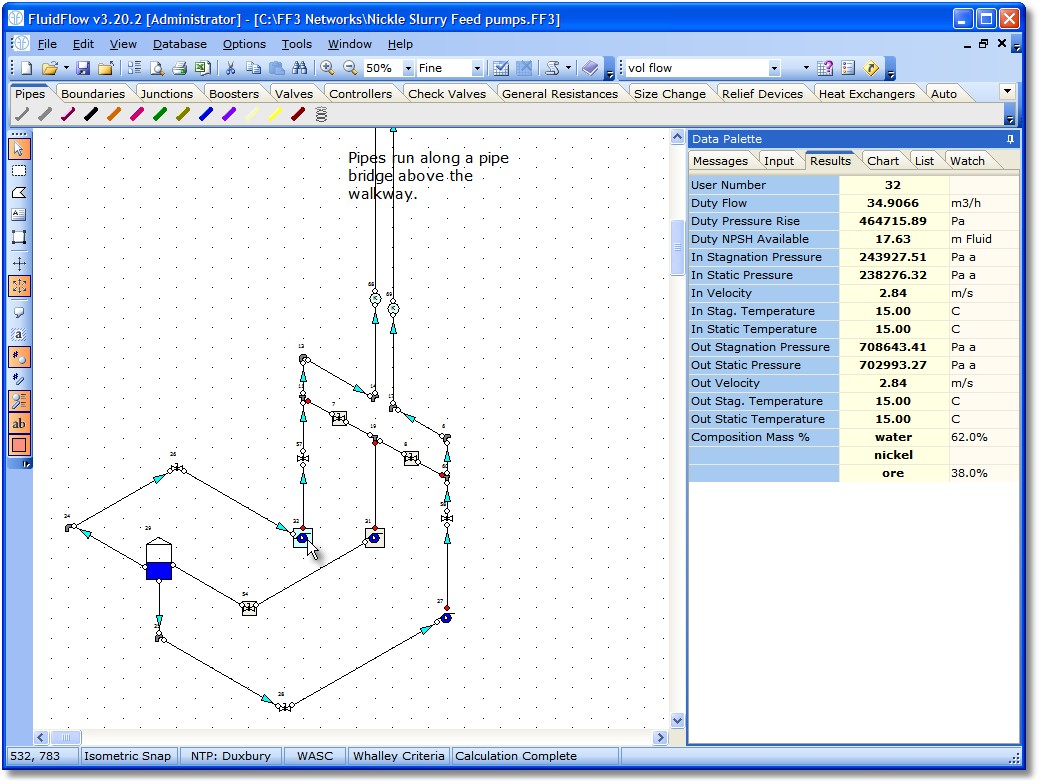
Nickle ore delivery system

This example shows a pumped slurry system that has been exported to Excel. The content of the export can be fully controlled.
You can download the xls file produced by FluidFlow3 by clicking here.
Click on the tabs to display the various Excel
pages. Exporting to Excel allows you to customise your reports and
provides an excellent method of communicating the results of a study,
to a client or colleague.
|
Non-Newtonian, Non-Settling Slurry Flow
A non-Newtonian fluid is a liquid whose flow properties are not described by a single constant value of viscosity. Examples of non-Newtonian fluids are: polymer solutions, starch suspensions, paint, blood, food products, and mining suspensions of densely packed particles.
The relation between the shear stress and the strain rate can be either linear or nonlinear. This means that, for fluids exemplifying a nonlinear characteristic, a constant coefficient of viscosity cannot be defined. FluidFlow allows you to describe this relationship of shear-dependent viscosity, according to any of the following rheology models:
- Bingham Plastic
- Power Law
- Herschel-Bulkley
- Casson
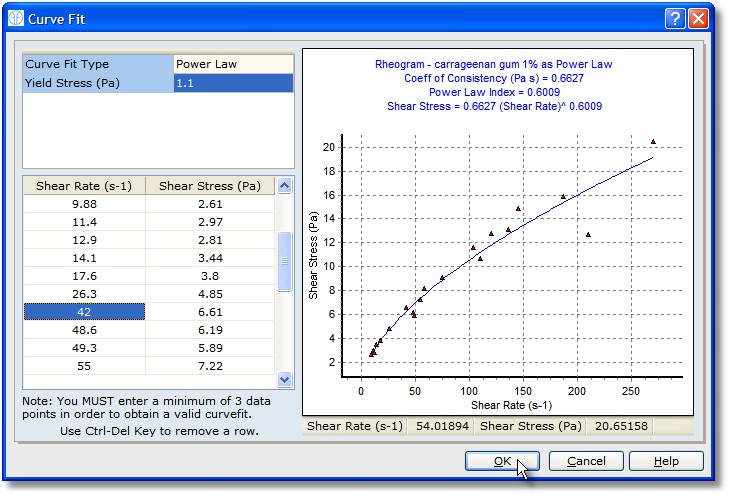
Power law modelling of rheology data
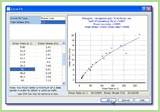
The example opposite shows viscometer data for a non-Newtonian fitted to a Power Law relationship.
FluidFlow3 uses different friction factor relationships for each available model, the relationships are valid over all flow regimes.
|
Heat Transfer Capabilities
Heat transfer capabilities are included as
standard within FluidFlow3. At each network element you can select
from any of 3 heat transfer options (pipes have 5 options):
- Ignore Heat Loss/Gain
- Fixed Temperature Change
- Fixed Transfer Rate
- Do Heat Transfer Calculation
- Buried Pipe Calculation
For pipes, the software can also calculate heat loss/gain from the pipe.
Pipes can be insulated with different types of materials using any
thickness. Convection, conduction and radiation losses are calculated.
This means you can use FluidFlow3 to optimize energy use by selecting the economic insulation thickness.
FluidFlow3 can model shell and tube exchangers, plate exchangers, coils and autoclaves.
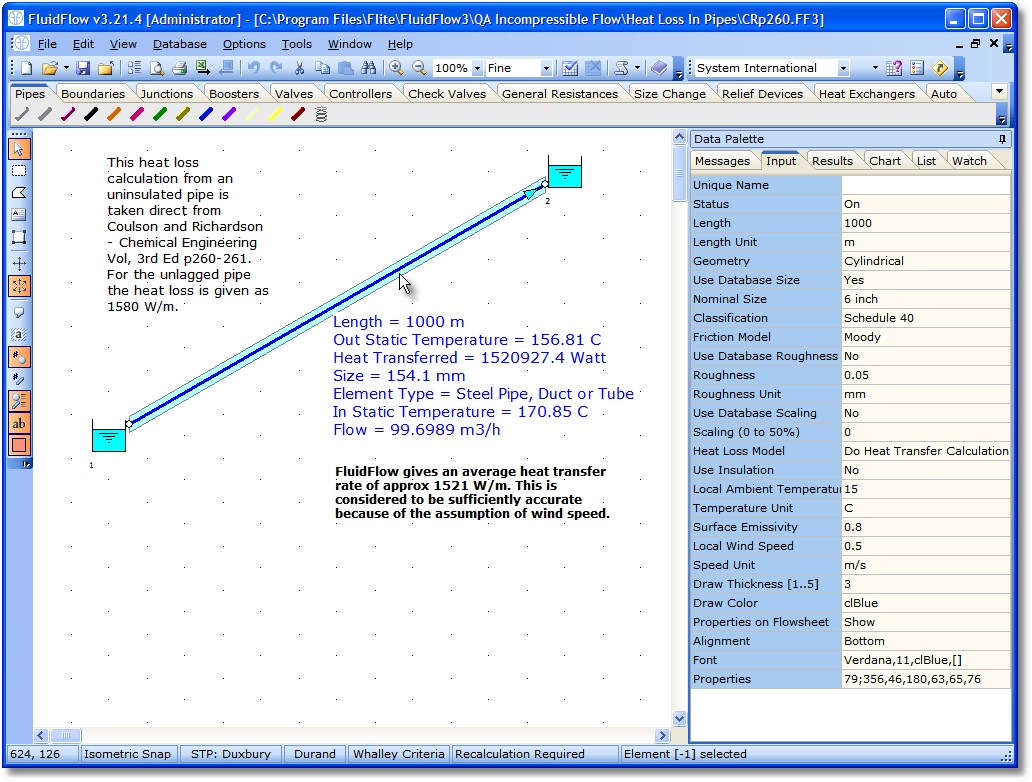
Pipe heat loss calculation

The example opposite shows the heat loss from a 1 kilometer length of uninsulated pipe.
There are over 300 QA example calculations made before each release of FluidFlow3. This is one of the verification heat transfer calculation examples.
A loss of 1520 kW over the pipe length represents energy wastage of over 1 million dollars per year.
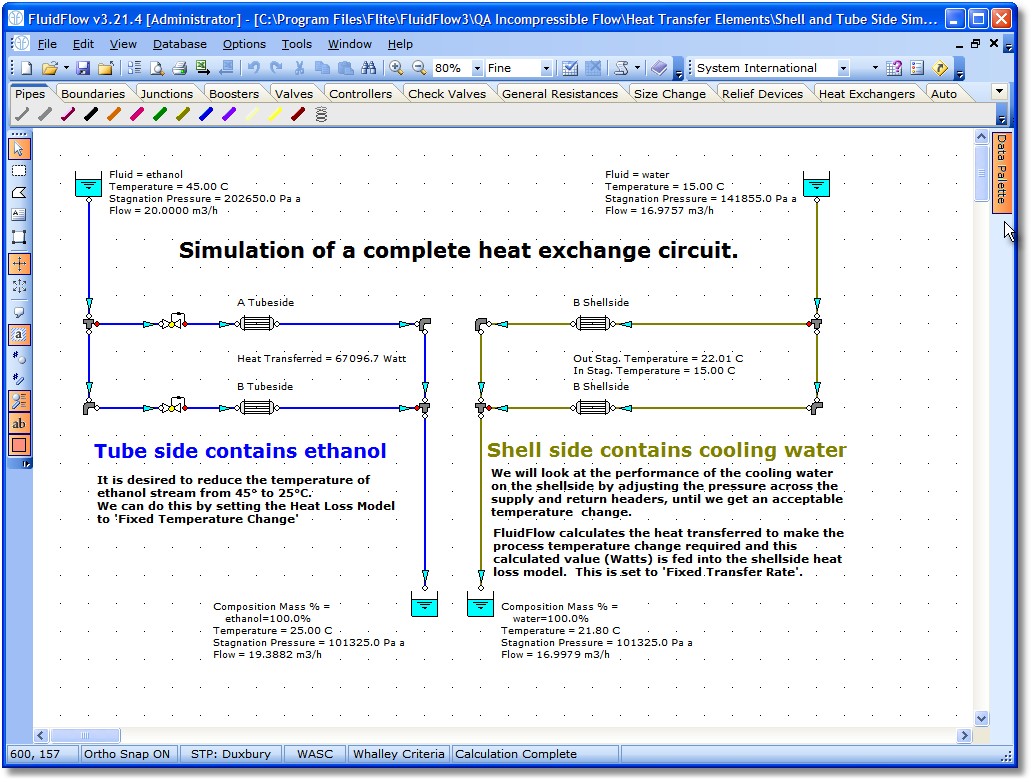
Heat Exchanger Modelling

An example circuit showing 2 heat exchangers with full modelling of both the shell and tubeside. Usually modelling of one side is sufficient.
Several Pressure Loss correlations can be used including: Deleware method, using manufacturers loss data, or using a fixed pressure loss.
With the 2-phase module you can also consider condensors and evaporators.
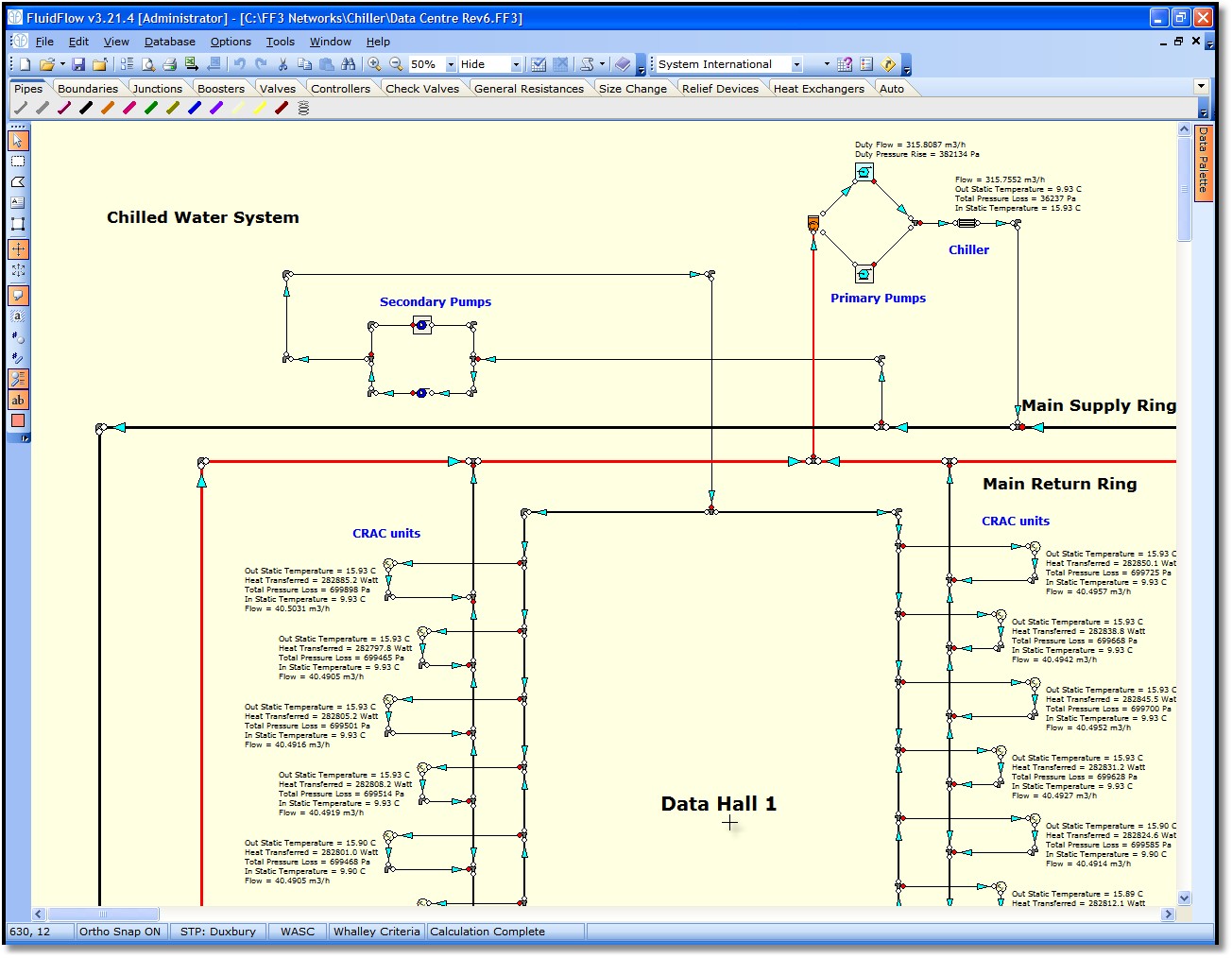
Larger network showing the design of a computer data centre
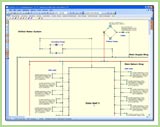
This
network, shows how FluidFlow3 is used by a customer to model a chilled
water cooling system in a Data Centre. Modelling of what happens due to
pump failures is also considered in this model.
We have many other customers who model chiller circuits and/or district heating circuits using FluidFlow3.
One customer has sucessfully modelled the
chiller system for Heathrow Airport and another the storage tank heating
system at Europoort. Both networks contain over 5000 pipes and node and
solve in a few minutes.
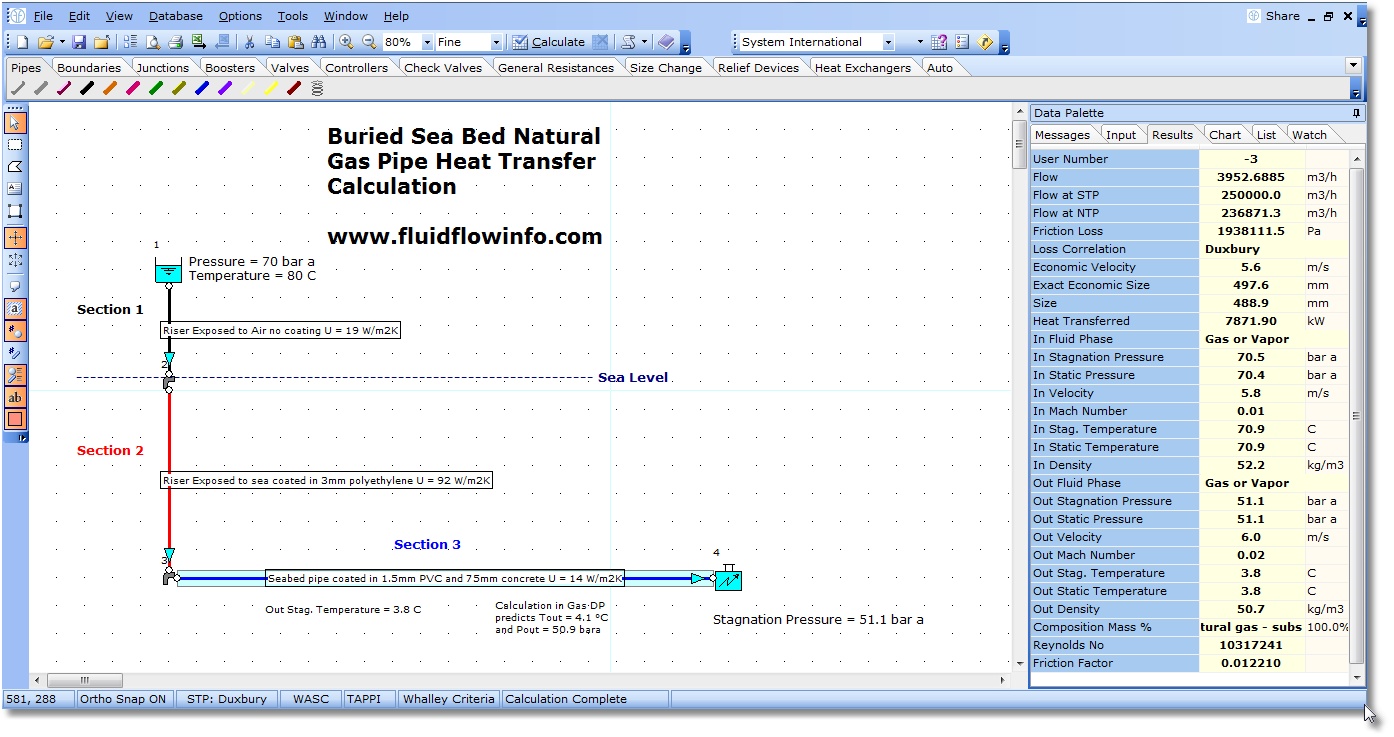
Buried Pipe Heat Transfer Calculation

In
this example system, we have an offshore natural gas production
platform exporting gas at 80°C via a 100km, 20" buried sea-bed pipeline.
The pipeline is modelled in three sections as follows:
- Pipe segment exposed to air (no coating).
- Pipe segment exposed to sea coated in 3mm polyethylene.
- Pipe segment running along the sea bed coated with 1.5mm PVC and 75mm concrete.
The overall heat transfer coefficients for each
pipe segment have been established from the table of typical values. The
air and sea temperatures used in the example are 10°C and 5°C degrees
respectively.
This heat transfer example is one of many
FluidFlow3 verification examples and the calculated results have been
compared to those available from the software package known as
"Gas/dp" which is discontinued. Note, the results produced by the
"Gas/dp" program were in the past widely accepted as having a
relatively high degree of accuracy.
A PDF summary of the calculated results is available by clicking: "Sea Bed Model Datasheet".
|
Dynamic Analysis & Scripting
Scripting can be an effective tool when you are ready to expand your design capabilities. Considering design scenarios, design optimisation, safety and operating studies are an essential part of achieving quality, well designed flow systems.
Writing a script using
either the Basic or Pascal language enables you to change any network
or element property and watch what will happen. You can see a video
here that shows how 2 control valves adjust to speed changes of a
centrifugal pump.
Today energy conservation should be a vital part of all your designs. Click here to see a video that considers how to minimise energy consumption during operation of a pump station containing 5 pumps.
Flite Software offers Scripting help as a service. To get your project off to a flying start, please contact info@ivisionindia.com directly and we will provide individual advice.
Control Valve Turndown [1m 32s]

Scripting allows you to change any property of any network element and then watch the response of any other property. In this example we change the speed of a pump and watch how flow control valves respond as well as watching the pump duty point adjust on the pump performance chart.
|
Pump Optimisation [40s]
In
this example we will find the optimum pump operating speed if we run 5
pumps in parallel. The optimium speed depends on the number of pumps
operating and can be markedly different.
We will run a script that asks how many pumps we
wish to run. The script solves the system for a series of pump speeds
ranging from the minimum to maximum operating speed. Results are
exported to Excel (Flow, Speed, and Power needed per kg of fluid
pumped).
Finally, the script plots an excel chart, so we can see easily where the optimum speed lies.
|
| |
CONTACT US FOR MORE TECHNICAL INFORMATION AND PRICE QUOTATIONS
|
| |
|
|